Home
About Us
Applications
Video Gallery
Tube Finishing
Automation
Heesemann Machines
Ornamental Finishing
Deburring, Small Part Deburring, Edge Rounding
News & Educational
News
Educational
Contact Us
Recent Blogs About "graining sheet metal (2)"
← Back to All
Explore Our Blogs
Select Topic
Automation
automotive
Best blogs
centerless grinder
centerless or planetary grinding system
Company News
conveyor belt replacement
conveyor belts
cost of operation comparison
deburring machine
Disc Master
Discmaster
dry deburring machine
Events
FABTECH 2017
graining sheet metal
hands-off tube finishing
hinged lace conveyor belt
Insider
Loewer Deburring Machines
metal deburring machine
metal finishing
Orbital Finishing Discs
planetary grinding machines
polishing
Robotics
Small Part Deburring
tube finishing
vacuum tables
weld grinding
wet deburring machine
wheels
wide-belt grinding machine
January 21, 2022
Follow up on enclosure finishing.
I received so many really good questions I thought it may be helpful to share some with the answer to help others that may be faced with the same questions or problems. I am going to try and not go too deep and keep it easy to understand. Be aware ...
December 20, 2021
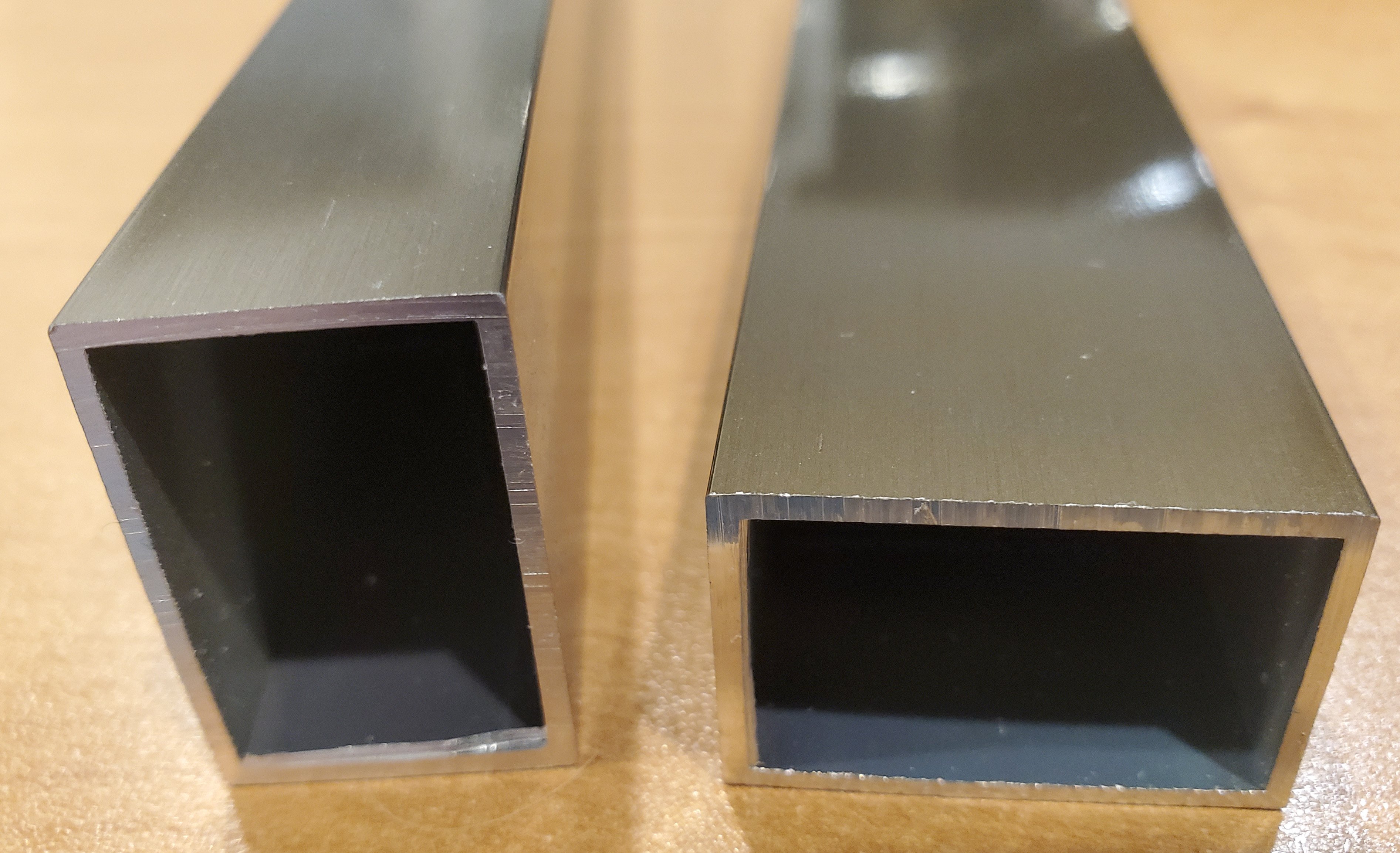
Working with extrusions
Working with an extrusion is one of the things that seems easy but the devil is in the details. Its a product where the final finish can make or break its acceptance. In some cases it can be as difficult or more than mirror polishing. As you tend to ...
October 25, 2021
Some of the most common questions.
I thought I would share some of the most common questions I get and the related answers. This will not be a deep dive by any means but rather a few of the most common. The first is more a statement than a question. I have a single belt sander so I ...
October 18, 2021
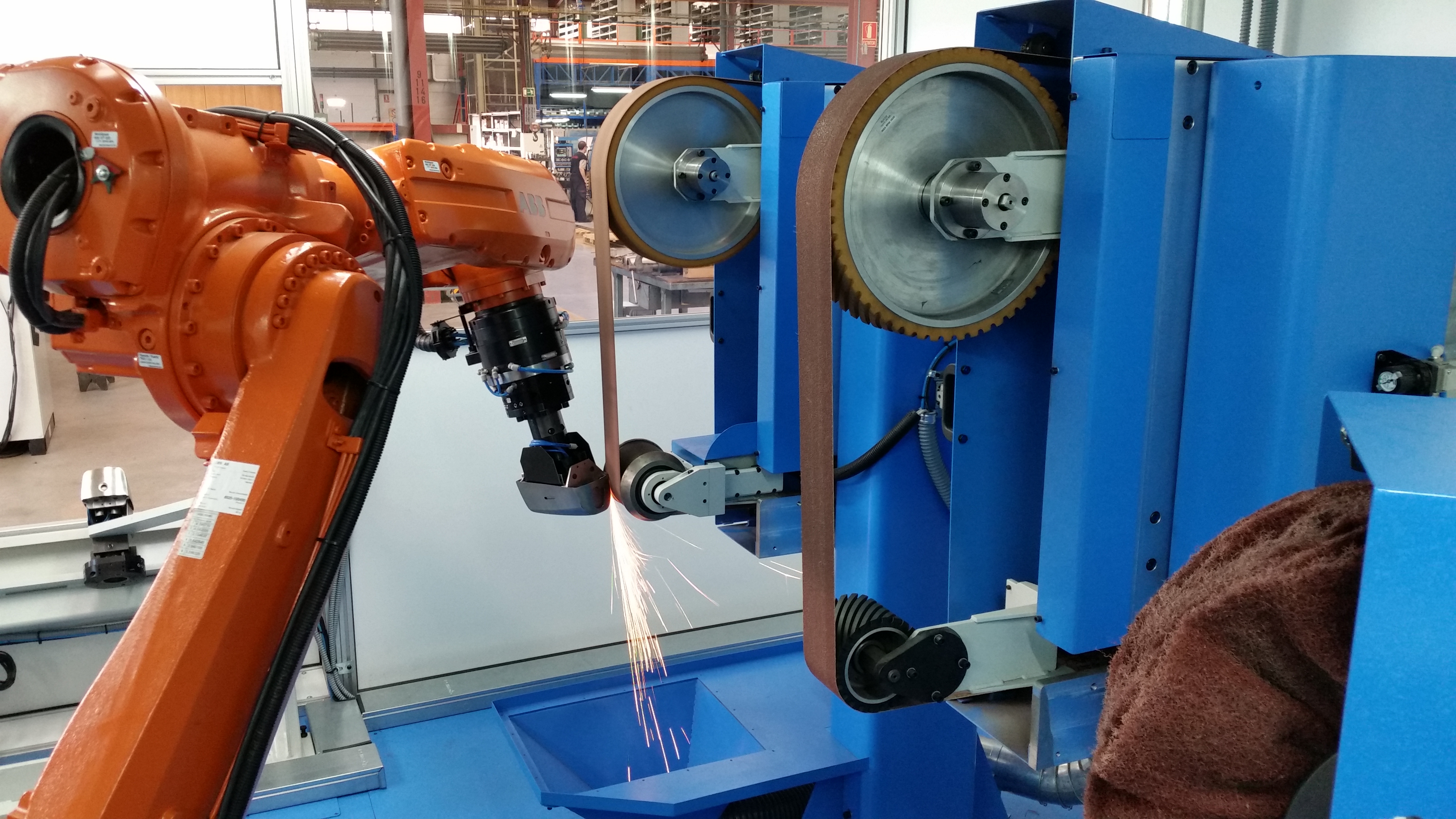
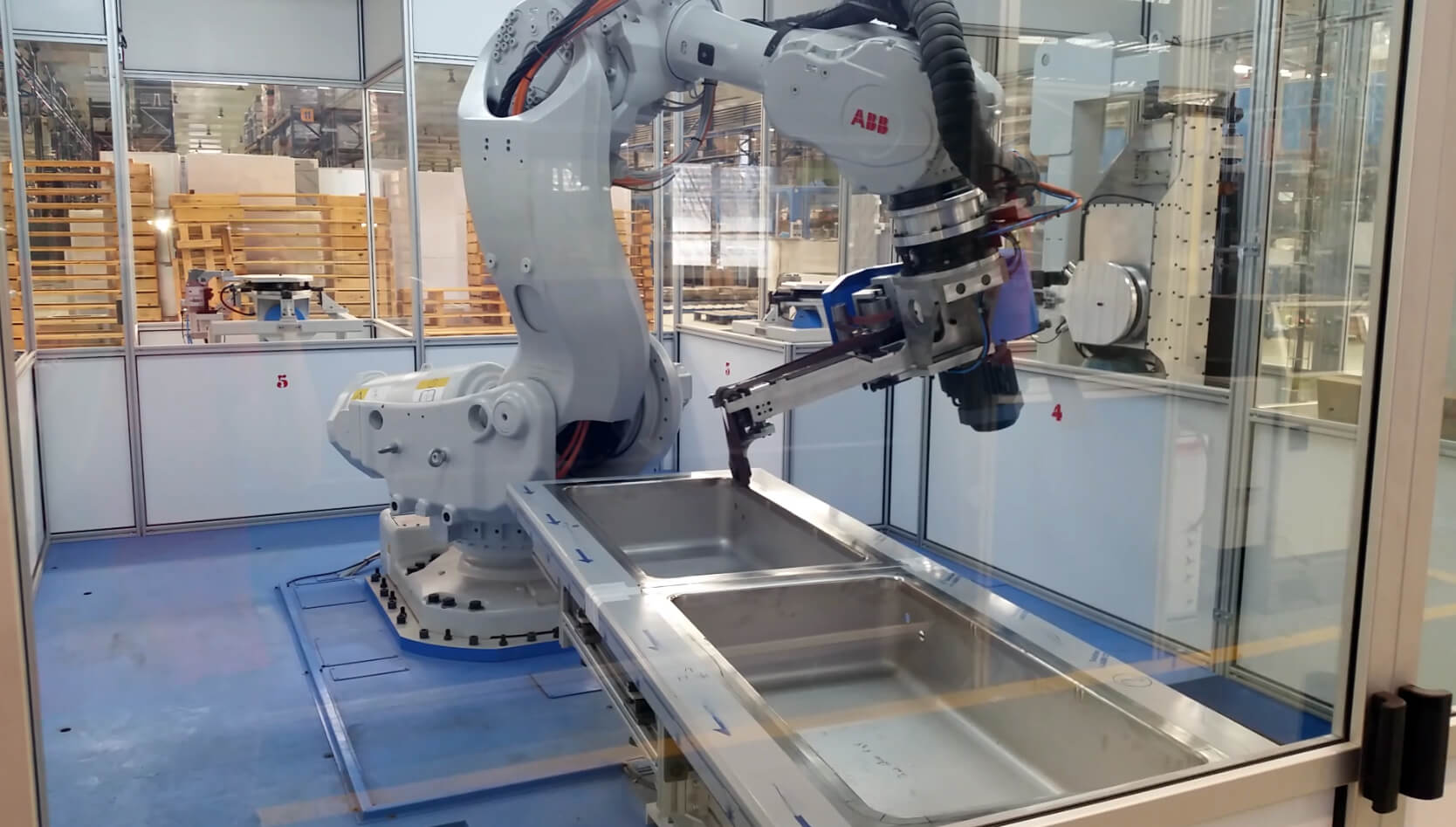
When to automate or how to improve retention?
Automating a finishing process is one of the more complicated things you can take on. When it comes to finishing the definitions tend to be more in the eye of the beholder. There is not one clear standard for finishes and in some cases the end user ...
June 05, 2019
Guide to buying a deburring or edge rounding machine
Well here we go “the salesman” trying to pitch me his machine above the others, right? Well no, we want you to buy the machine that has the most impact for you and your business. You may not believe it but I have advised plenty of people that one of ...
May 13, 2019
More of the basics
After touching on the difference between polishing, graining and bur removal I wanted to give some information on how each is done. I do not intend to go too far but rather the basic how and why for each. As with all things there is often more than ...
May 06, 2019
Getting the most from every machine dollar.
Choosing a machine can be complicated. From floor space issues to getting everyone up to speed and able to use it successfully. Then there are the details such as how much is it? And when can I have it on the floor. There are an untold number of ...
January 27, 2019
Stroke Sander articulating mount makes 3D parts easy
All stroke sanders "should" have a flat table of some fashion to allow placement of parts or material being worked. The size and weight capacity tends to be where the conversation ends. With the better machines you may even have a twin belt setup to ...
January 22, 2019
KBM Stroke sander in stock
Due to the demand and lead time we rarely get a unit in stock. We have managed to get an extra unit with our current delivery. The KBM stroke sander is built in Germany and is the twin belt design. This allows you to grain and blend without changing ...
September 27, 2017
Graining Vs. Buying Prefinished Metal
Over the past few weeks, we’ve been discussing how metal deburring machines from Loewer can help you reduce your cost of operation. In this week’s blog post, we’re going to discuss the cost of graining sheet metal vs. the cost of buying – and then ...