Home
About Us
Applications
Video Gallery
Tube Finishing
Automation
Heesemann Machines
Ornamental Finishing
Deburring, Small Part Deburring, Edge Rounding
News & Educational
News
Educational
Contact Us
Recent Blogs About "metal deburring machine (2)"
← Back to All
Explore Our Blogs
Select Topic
Automation
automotive
Best blogs
centerless grinder
centerless or planetary grinding system
Company News
conveyor belt replacement
conveyor belts
cost of operation comparison
deburring machine
Disc Master
Discmaster
dry deburring machine
Events
FABTECH 2017
graining sheet metal
hands-off tube finishing
hinged lace conveyor belt
Insider
Loewer Deburring Machines
metal deburring machine
metal finishing
Orbital Finishing Discs
planetary grinding machines
polishing
Robotics
Small Part Deburring
tube finishing
vacuum tables
weld grinding
wet deburring machine
wheels
wide-belt grinding machine
March 03, 2022
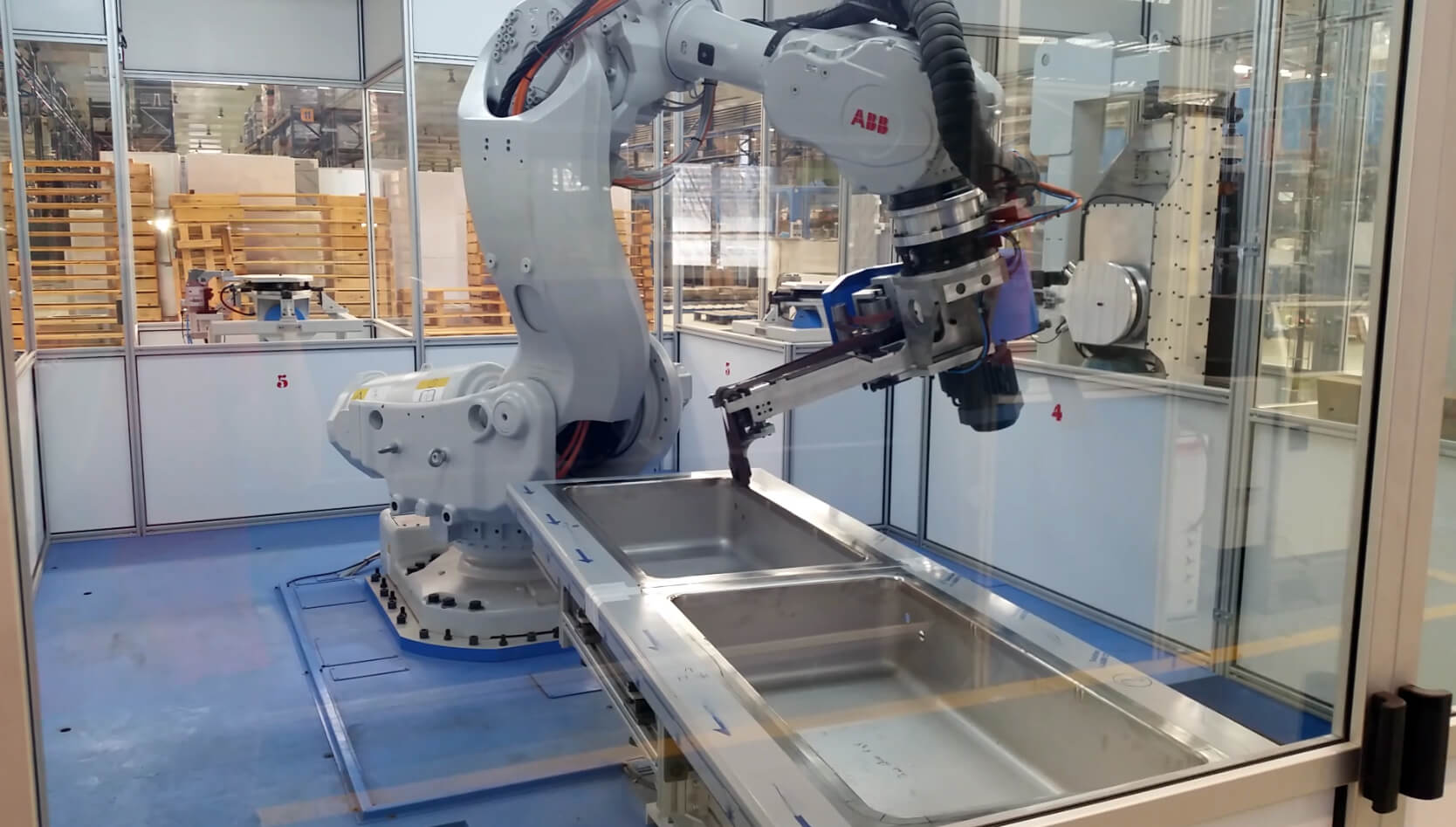
Robots in fabricated kitchen products
Here we will look at an application where fabricated sinks, counters and other trim parts were finished with a robotic cell. The parts were long term items the company produces where a reduction in labor and an increase in volume were needed. Both ...
March 01, 2022
Lets talk about labor
When you start to look into automation be it a finishing application, welding or any number of other processes labor tends to be at the top of the list. There are some things you should keep in mind as you go through the process. Reducing labor can ...
February 08, 2022
Its question and answer time again.
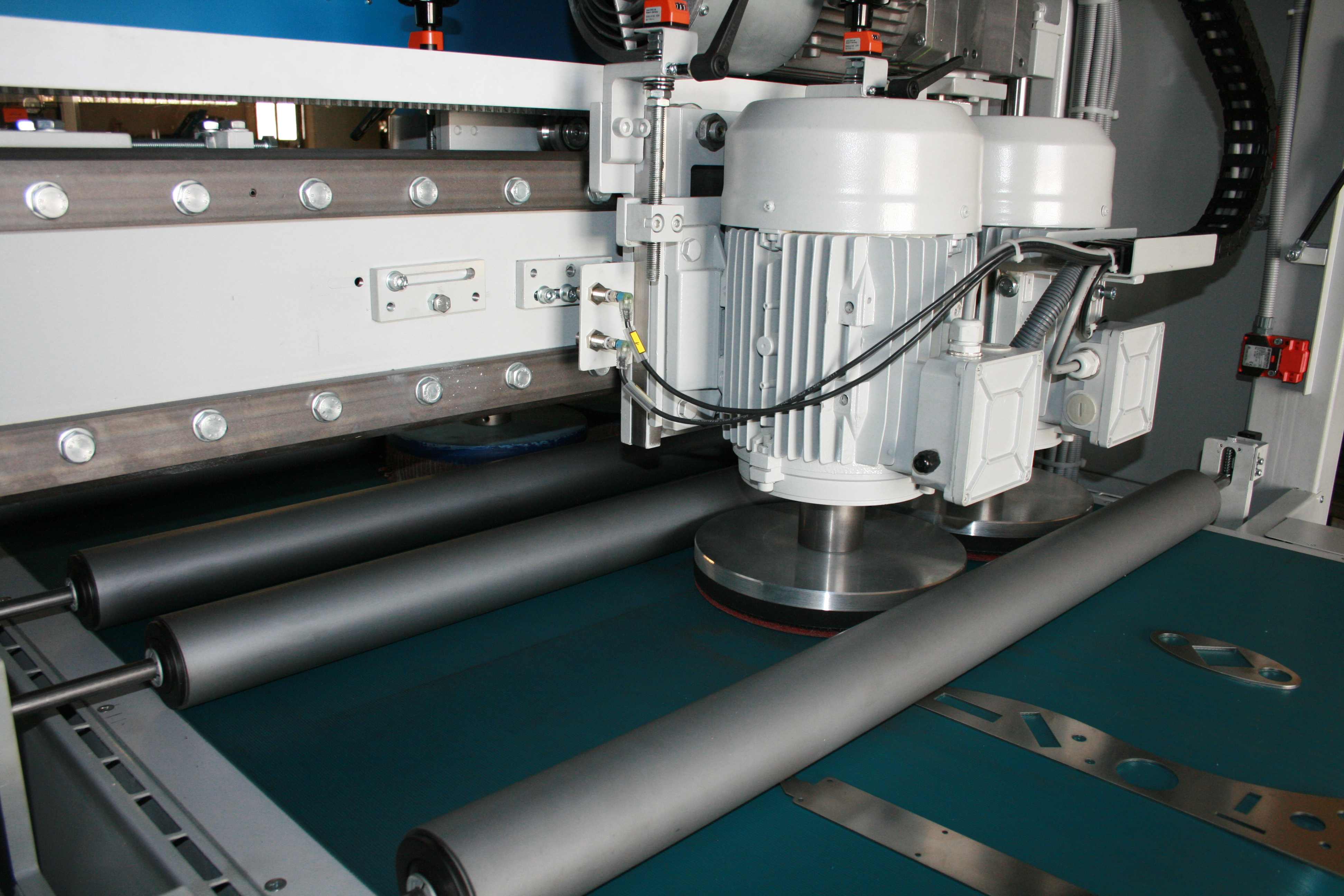
I get a constant flow of questions and in an effort to spread the info to those who may be curious about the same I am going to share a few more here. Question: Can you sand and polish in the same machine? Answer: Yes but also no. Its a case more of ...
January 10, 2022
How to go about a new project?
In some cases it comes down to "I don't know where to start" and that is what I want to touch on just a bit. Every case will have its own unique aspects but in a general sense the steps are much the same. Be aware of time. As a project comes to life ...
December 20, 2021
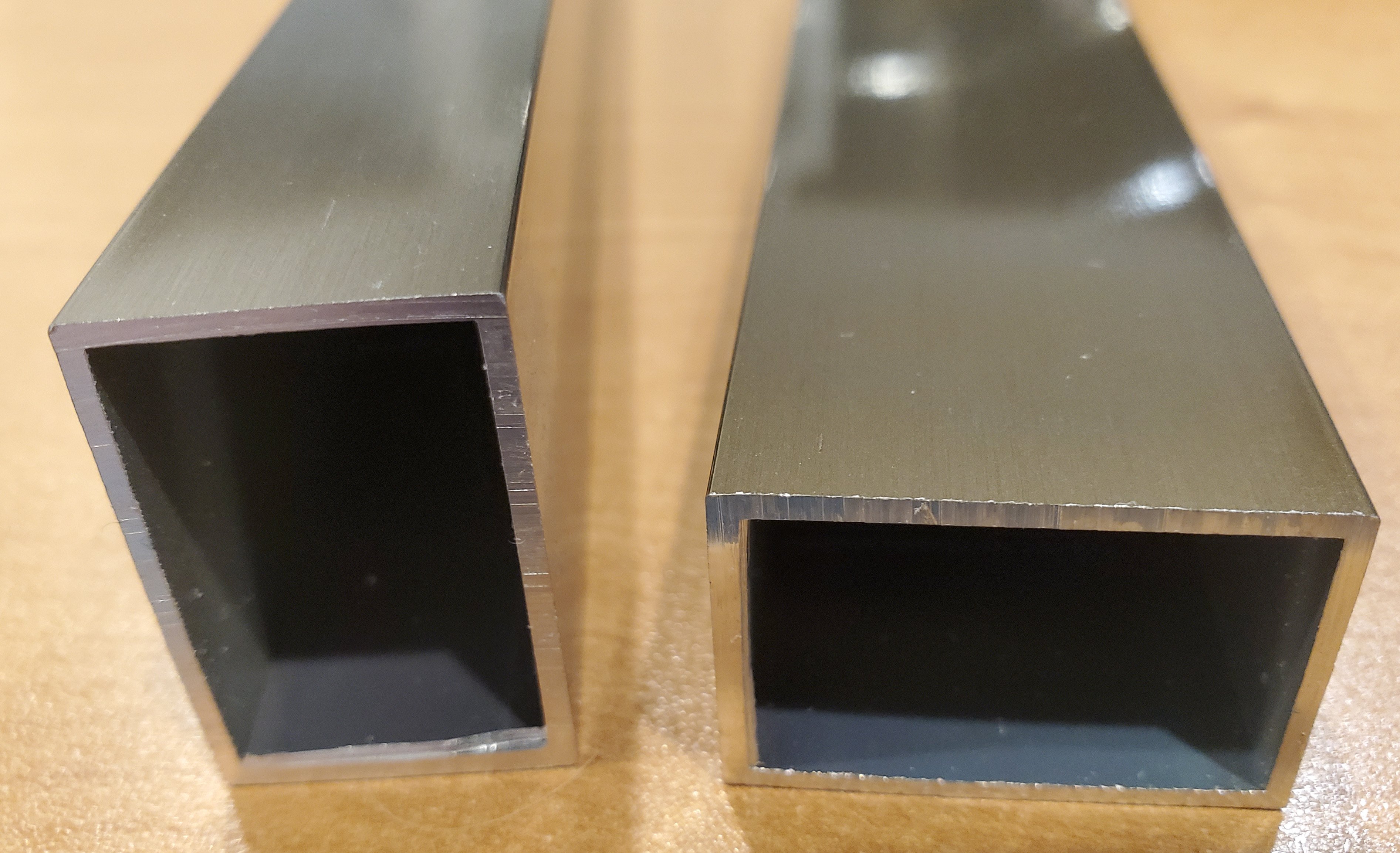
Working with extrusions
Working with an extrusion is one of the things that seems easy but the devil is in the details. Its a product where the final finish can make or break its acceptance. In some cases it can be as difficult or more than mirror polishing. As you tend to ...
December 15, 2021
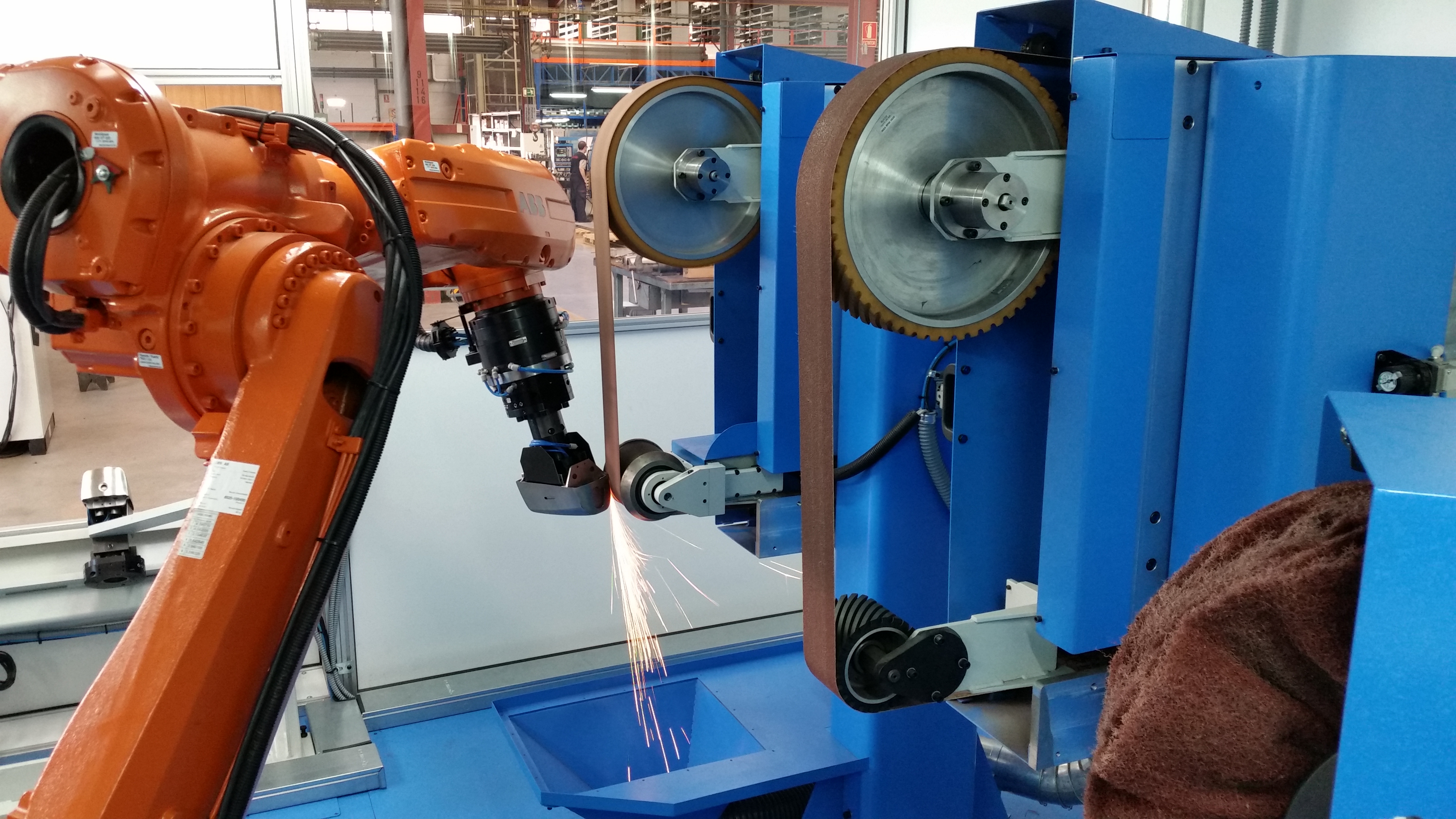
Robot vs CNC for finishing
A question I get often is robot vs CNC for finishing work. While there is not a clear yes or no type answer there are a few points that can help to guide the person faced with the question. For detailed parts a robot tends to be a better choice. The ...
November 02, 2021
Working with small parts
Small parts are one of the challenges most shops face at some point or every day in some cases. They can be tough to manage and tend eat up a lot of time while in some cases being dangerous. Most will try to send them through the old belt sander ...
October 25, 2021
Some of the most common questions.
I thought I would share some of the most common questions I get and the related answers. This will not be a deep dive by any means but rather a few of the most common. The first is more a statement than a question. I have a single belt sander so I ...
October 18, 2021
When to automate or how to improve retention?
Automating a finishing process is one of the more complicated things you can take on. When it comes to finishing the definitions tend to be more in the eye of the beholder. There is not one clear standard for finishes and in some cases the end user ...
October 04, 2021
Labor intensive tasks
Dealing with tasks that require a lot of labor or hand work is a way to improve processes and trim costs. This is not to say eliminate jobs but rather put the staff to tasks that better use their skill. Helping to make the people more efficient by ...